
Основная Информация.
Модель №.
TGZM10325-45D
Объект
Фреза
Применение
Строительство
Диск (колеса) Тип
Шлифовальные диски
Материал
Металл
Рабочая Стиль
Высокоскоростный Универсальный
Диаметр диска
нет
Переменная скорость
Без переменной скоростью
мощность
22 квт
минимальный размер обработки
50*50 мм
сертификат
ce
рабочее напряжение / частота
3р 380 в / 50 гц
минимальный размер обработанного стекла
50*50 мм
обработка толщины стекла
3–25 мм
максимальное количество шлифовки
2,5 мм
ширина фаски
0–3 мм
полная мощность
22 квт
скорость транспортировки главного привода
0.7 м /мин
размеры (л*ш*в))
7000мм x 1000 мм x 2500 мм
высота стола
750 мм
общий вес
3200 кг
Транспортная Упаковка
контейнер
Характеристики
7000*1200*2500 мм
Торговая Марка
oem
Происхождение
Китай
Код ТН ВЭД
8464201000
Производственная Мощность
10000 штук в год
Описание Товара

Шлифовальная машина с прямой кромкой стекла
Принцип работы
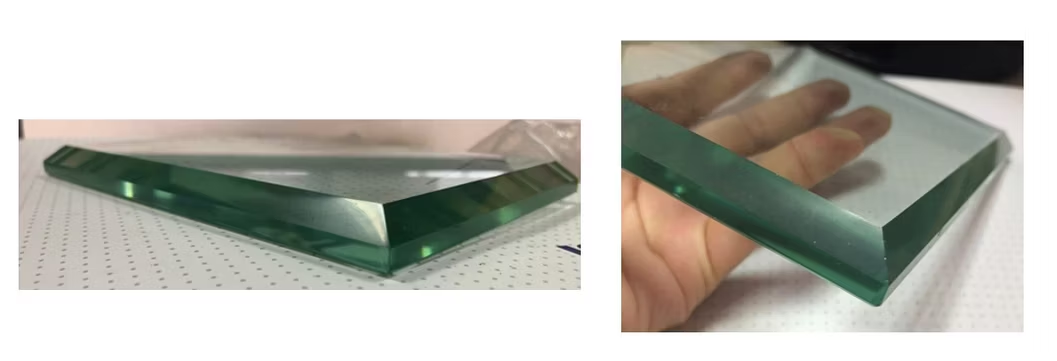
Этот станок подходит для шлифования кромок и углов стекла пластин различных размеров и толщины, что позволяет выполнять однократную обработку крупных шлифовальных, мелкой шлифовки и полировки.
Полированная плоская поверхность приближается к яркой и чистой степени стеклянной матрицы. При регулировке различной толщины обработки (см. инструмент отображения данных на балке передней оси) прежняя шлифовальная головка с фаской может перемещаться одновременно с балкой передней оси. Он отличается усовершенствованной конструкцией, высокой точностью работы, простотой эксплуатации и возможностью непрерывной обработки одинаковой толщины, что делает его необходимым оборудованием для глубокой обработки стекла.
Характеристики:
1. Электродвигатель фаски передней балки синхронно перемещается с передней балкой. При изменении толщины стекла нет необходимости изменять ширину фаски.

2. Резервуар для воды шлифовальной головки: Изготовлен из высококачественной нержавеющей стали, края нержавеющей стали специально изготовлены, что не повредит людям.
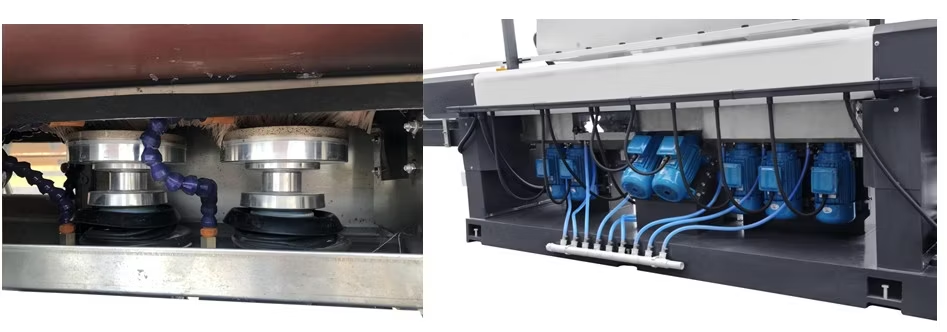 3. Конструкция электрической коробки имеет трехмерный промышленный смысл. Для более удобного и плавного открывания и закрывания электрической коробки добавлен пневмоцилиндр. В то же время, конструкция предохранительного замка была добавлена для повышения безопасности оператора.
3. Конструкция электрической коробки имеет трехмерный промышленный смысл. Для более удобного и плавного открывания и закрывания электрической коробки добавлен пневмоцилиндр. В то же время, конструкция предохранительного замка была добавлена для повышения безопасности оператора.

Этот станок подходит для шлифования кромок и углов стекла пластин различных размеров и толщины, что позволяет выполнять однократную обработку крупных шлифовальных, мелкой шлифовки и полировки.
Полированная плоская поверхность приближается к яркой и чистой степени стеклянной матрицы. При регулировке различной толщины обработки (см. инструмент отображения данных на балке передней оси) прежняя шлифовальная головка с фаской может перемещаться одновременно с балкой передней оси. Он отличается усовершенствованной конструкцией, высокой точностью работы, простотой эксплуатации и возможностью непрерывной обработки одинаковой толщины, что делает его необходимым оборудованием для глубокой обработки стекла.
Характеристики:
1. Электродвигатель фаски передней балки синхронно перемещается с передней балкой. При изменении толщины стекла нет необходимости изменять ширину фаски.

2. Резервуар для воды шлифовальной головки: Изготовлен из высококачественной нержавеющей стали, края нержавеющей стали специально изготовлены, что не повредит людям.
 3. Конструкция электрической коробки имеет трехмерный промышленный смысл. Для более удобного и плавного открывания и закрывания электрической коробки добавлен пневмоцилиндр. В то же время, конструкция предохранительного замка была добавлена для повышения безопасности оператора.
3. Конструкция электрической коробки имеет трехмерный промышленный смысл. Для более удобного и плавного открывания и закрывания электрической коробки добавлен пневмоцилиндр. В то же время, конструкция предохранительного замка была добавлена для повышения безопасности оператора. 
Основные технические параметры
- Рабочее напряжение / частота: 380 в / 50 ГЦ 3P
- Минимальный размер обработанного стекла: 70 мм х 70 мм
- Максимальный размер обрабатываемого стекла: 2440 мм X3660 мм
- Обработка стекла Толщина: 3 мм ~ 25 мм
- Максимальное количество шлифовки: 2,5 мм
- Ширина фаски: От 0 до 3 мм
- Общая мощность: 19.75 кВт
- Скорость транспортировки главного привода: 0.7-7 м/мин
- Размеры (длина × ширина × высота) : 7000 × 1200 × 2500 мм
- Высота стола: 750 мм
- Вес: 3000 кг
Схема шлифовальных кругов
| Параметр "двигатели" | NO 1# (грубая шлифовка) | NO 2# (грубая шлифовка) | NO 3# (Фаска) | NO4# (Полировка углов) | NO 5# (Фаска) | NO 6# (полировка углов) | NO 7# (грубая шлифовка) | NO 8# (полировка) | NO 9# (тонкая полировка) | |
| Двигатели шлифовальных головок | Мощность (КВТ) | 2.2 | 2.2 | 1.5 | 1.5 | 1.5 | 1.5 | 2.2 | 2.2 | 2.2 |
Шлифовальный круг | технические характеристики (мм) | Ф150 | Ф150 | Ф130 | Ф130 | Ф130 | Ф130 | Ф150 | Ф150 | Ф150 |
| Имя | Колесо из золотой стали | Золотое рулевое колесо | Колесо из полимера | Водное сосновое колесо | Колесо из полимера | Водное сосновое колесо | Колесо из полимера | Колесо из полимера | Водное сосновое колесо | |
Техническое обслуживание
1. Перед запуском двигателя внимательно проверьте износ шлифовального круга. Замените шлифовальный круг, если он изношен, и убедитесь, что положение сопла правильное после замены колеса, в противном случае необходима регулировка.
2. Перед шлифовкой дайте машине поработать в течение 5 - 10 минут, чтобы убедиться, что каждый двигатель находится в оптимальном рабочем состоянии.
3. Смазка: Механическое бесступенчатое устройство изменения скорости на левом конце главной машины. Замените смазку в первый раз после 300 часов работы, удалите остатки масла во время замены. Для непрерывной работы более 10 часов в день это необходимо выполнять каждые 3 месяцев; для тех, кто работает в течение 10 часов, это каждые 6 месяцев. При замене отверните вентилятор редуктора для заправки (уровень масла находится в центре метки). При сливе отверните пробку сливного отверстия в нижней части механического бесступенчатого редуктора, чтобы слить загрязненное масло. Рекомендуется использовать 150# промышленное трансмиссионное масло (SY1172-80). Система замены смазки турбины главной трансмиссии, непосредственно соединенная с механическим бесступенчатым устройством изменения скорости, аналогична механической бесступенчатой системе изменения скорости. Для каретки шлифовальной головки заполните основание подвижной каретки передней направляющей механическим маслом N32 с помощью масляного шприца для обеспечения хорошей смазки. Регулярно смазывайте подшипник ведущего винта механизма поворота консистентной смазкой для обеспечения хорошей смазки. Для цепи главного привода добавляйте смазку каждые два месяца. При заправке снимите передний и задний щитки с левого конца основного блока для заполнения. Для цепи транспортера направляющей необходимо наносить смазку каждые два месяца. Рекомендуется использовать синтетическую смазку на литиевой основе ZL-1H (SY1413-80).
4. В соответствии с требованиями к качеству продукции своевременно регулярно очищайте резервуар для воды и заменяйте воду в течение короткого цикла.






Ожидание запроса!
Не стесняйтесь обращаться ко мне по любым вопросам!